")
Isi kandungan:
- Langkah 1: Bahagian dan Bahan Diperlukan
- Langkah 2: Bahagian Bercetak
- Langkah 3: Mengasingkan Mekanisme DVD Drive Stepper
- Langkah 4: Menyiapkan Gelangsar
- Langkah 5: Memasang Rel Gelongsor untuk Paksi-Y
- Langkah 6: Memasang Rel Gelongsor untuk Paksi-X
- Langkah 7: Pendawaian Motor Stepper
- Langkah 8: Menyusun Paksi X dan Y
- Langkah 9: Elektronik
- Langkah 10: Pemasangan Elektronik untuk Membingkai
- Langkah 11: Melaraskan Arus Pemacu Stepper
- Langkah 12: Pemasangan Laser
- Langkah 13: Bersedia
- Langkah 14: Firmware GRBL
- Langkah 15: Perisian untuk Menghantar G-CODE
- Langkah 16: Mengambil Sistem
- Langkah 17: Ukiran Kayu
- Langkah 18: Keratan Kertas Tipis
- Langkah 19: Memotong dan Membuat Pelekat Vinil
- Pengarang John Day day@howwhatproduce.com.
- Public 2024-01-30 11:10.
- Diubah suai terakhir 2025-01-23 15:01.

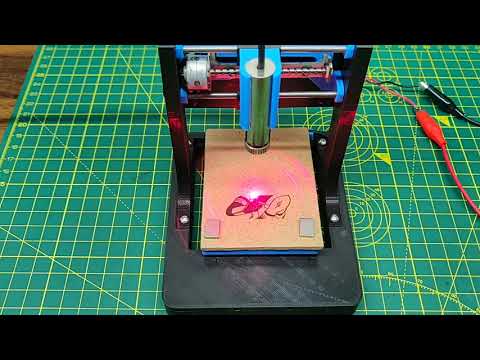

Ini adalah Instructables bagaimana saya Memadatkan semula ukiran Laser CNC lama saya dan membuat versi Stabil dari ukiran Laser CNC berasaskan Arduino dan pemotong kertas tipis menggunakan pemacu DVD lama dan menggunakan laser 250mW.
Versi Lama CNC Saya:
Versi lama tidak stabil dan mempunyai sedikit goyah kerana bahagian yang tidak rata, jadi saya memutuskan untuk membuat versi stabil menggunakan bahagian bercetak 3D. Yang memberikan saya hasil yang sangat baik dalam ukiran laser walaupun dalam perincian yang sangat kecil, mesin ini adalah kabel untuk melakukan kerja dengan baik. Anda dapat melihat perincian di mata gambar yang terukir.
Kawasan permainan adalah maksimum 40mm x 40mm.
Langkah 1: Bahagian dan Bahan Diperlukan
- Arduino Nano (dengan kabel USB)
- Mekanisme stepper pemacu DVD 2x
- 2x modul pemacu motor stepper A4988 (atau pelindung GRBL)
- Laser 250mW dengan lensa boleh laras (atau lebih tinggi)
- Bekalan kuasa 12v 2Amps minimum
- 1x IRFZ44N N-CHANNEL Mosfet
- Perintang 1x 10k
- Perintang 1x 47ohm
- Pengatur voltan 1x LM7805 (dengan heatsink)
- Papan PCB kosong
- Header Lelaki dan Wanita
- Gaya JST XH 2.5mm
- Penyambung lelaki 2pin
- Kabel Jumper kapasitor 1x 1000uf 16v
- 8x magnet neodymium kecil (yang saya selamatkan dari mekanisme lensa DVD)
- 1x 2pin plug in screw terminal terminal penyambung
- Ikatan zip (100mm)
- Lem Super
- Skru 6x M3x12
- Skru 8x M2x5
- Kaca Keselamatan Laser
"KACA KESELAMATAN LASER mesti diperlukan dalam projek ini".
Langkah 2: Bahagian Bercetak

Fail STL, lihat fail yang dilampirkan atau pergi ke:
Semua Bahagian dicetak dalam bahan ABS.
Tetapan Cetakan: Tinggi lapisan: 0.2mm
Isi: <25%
Menyokong: Tidak
Langkah 3: Mengasingkan Mekanisme DVD Drive Stepper


Diperlukan dua mekanisme pemacu DVD, satu untuk X-Axis dan yang kedua untuk paksi-Y. Dengan menggunakan pemacu skru kepala Phillips kecil, saya melepaskan semua skru dan motor stepper yang terpisah, rel gelongsor dan pengikutnya. Motor stepper adalah Bipolar Stepper Motor 4-pin.
Saiz kecil dan kos rendah motor DVD bermaksud anda tidak boleh mengharapkan resolusi tinggi dari motor. Itu disediakan oleh skru plumbum. Juga, tidak semua motor seperti itu melakukan 20 langkah / putaran. 24 juga merupakan spesifikasi biasa. Anda hanya perlu menguji motor anda untuk melihat apa yang dilakukannya.
Prosedur untuk mengira resolusi motor CD Drive Stepper:
Untuk mengukur resolusi motor stepper pemacu CD / DVD, mikrometer digital digunakan. Jarak sepanjang skru diukur. Panjang keseluruhan skru menggunakan mikrometer, yang ternyata 51.56 mm. Untuk menentukan nilai plumbum yang merupakan jarak antara dua utas bersebelahan pada skru. Benang dikira menjadi 12 utas dalam jarak ini. Lead = jarak antara benang bersebelahan = (jumlah panjang / bilangan utas = 51.56 mm) / 12 = 4.29mm / rev. Sudut langkah adalah 18 darjah yang sesuai dengan 20 langkah / revolusi. Setelah semua maklumat yang diperlukan tersedia, resolusi motor stepper dapat dihitung seperti yang ditunjukkan di bawah: Resolusi = (Jarak antara benang bersebelahan) / (N Langkah / rev) = (4.29mm / rev) / (20 langkah / rev) = 0.214 mm / langkah. Yang mana 3 kali lebih baik resolusi yang diperlukan iaitu 0.68mm / langkah.
Langkah 4: Menyiapkan Gelangsar



Dengan menggunakan Super Glue, saya telah melekatkan slider dan panduan ke dalam satu bahagian. Spring dipasang untuk mengekalkan ketegangan antara pemandu dan skru plumbum untuk mengelakkan bulu mata hitam.
Langkah 5: Memasang Rel Gelongsor untuk Paksi-Y



Sebelum memasang gelangsar ke pangkalan, saya telah menempelkan magnet neodymium kecil 4x (yang telah saya selamatkan dari mekanisme lensa DVD) ke dalam plat X. Magnet ini akan membantu memegang benda kerja ke kawasan kerja.
Batang licin akan memastikan mekanisme gelongsor utuh ke pangkal.
Langkah 6: Memasang Rel Gelongsor untuk Paksi-X



Di sini, dengan menggunakan gam super dan skru, saya telah memasang mekanisme panduan ke perumahan laser.
Pasangkan motor stepper ke tempat menggunakan skru dan selepas itu masukkan batang licin dan bahagian panduan ke dalam lubang yang diberi dengan mengingat bahawa slider bergerak bebas dan tidak terlalu keras. Dan pasangkan tiang bingkai sisi ke atasnya.
Langkah 7: Pendawaian Motor Stepper



Untuk motor stepper saya telah menggunakan kabel usb lama, kerana ia mempunyai 4 wayar di dalamnya dan mempunyai penutup di atasnya, dan ia lebih fleksibel dan mudah digunakan.
Menggunakan mod kesinambungan dalam Multimeter menentukan menentukan 2 Coil, Coil A dan Coil B.
Saya membuat wayar 2 pasang dengan memilih warna, satu pasang untuk Coil A dan yang kedua untuk Coil B.
Memateri mereka dan menggunakan tiub pengecutan panas di atasnya.
Langkah 8: Menyusun Paksi X dan Y


Dengan menggunakan skru 4x M3x12, gabungkan asas dan dua bingkai sisi menjadi satu unit.
Langkah 9: Elektronik



BAHAGIAN YANG DIGUNAKAN UNTUK PEMANDU ADALAH:
- Arduino Nano.
- Pemacu motor Stepper 2x A4988.
- 1x IRFZ44N N-CHANNEL MOSFET.
- Pengatur voltan 1x LM7805 dengan Heatsink.
- Perintang 1x 47ohm dan 1x 10k.
- Kapasitor 1x 1000uf 16V.
- Penyambung lelaki 1x 2.5mm JST XH-Style 2pin.
- Pin Header LELAKI dan WANITA.
- 1x (PCB kosong 20mm x 80mm).
Dalam GRBL, pin digital dan analog Arduino disediakan. Pin 'Langkah' untuk paksi X dan Y masing-masing dilampirkan pada pin digital 2, dan 3. Pin 'Dir' untuk paksi X dan Y masing-masing dilampirkan pada pin digital 5 dan 6. D11 adalah untuk laser Enable. Arduino mendapat kuasa melalui Kabel USB. Pemacu A4988 melalui sumber kuasa luaran. Semua tanah mempunyai sambungan biasa. VDD dari A4988 disambungkan ke Arduino 5V. Laser yang saya gunakan berjalan pada 5V dan telah dibina dalam litar arus tetap. Untuk sumber berterusan 5V dari bekalan kuasa luaran digunakan pengatur voltan LM7805. Heatsink adalah wajib. IRFZ44N N-CHANNEL MOSFET berfungsi sebagai suis elekronik apabila menerima isyarat tinggi digital dari pin D11 dari Arduino. CATATAN: 5V dari Arduino nano tidak dapat digunakan kerana laser menarik lebih dari 250mA dan Arduino Nano tidak mampu menyampaikan arus yang banyak.
Mengkonfigurasi Melangkah Mikro untuk Setiap Paksi.
Resolusi MSost MS0 MS1 MS2.
Langkah Rendah Rendah Rendah Penuh. Langkah Separuh Rendah Rendah Rendah.
Langkah suku tinggi rendah rendah.
Langkah Tinggi Tinggi Rendah Kelapan.
Langkah Tinggi Tinggi Tinggi Keenam belas.
3 pin (MS1, MS2 dan MS3) adalah untuk memilih salah satu daripada lima langkah resolusi mengikut jadual kebenaran di atas. Pin ini mempunyai perintang pull-down dalaman jadi jika kita membiarkannya terputus, papan akan beroperasi dalam mod langkah penuh. Saya telah menggunakan konfigurasi langkah ke-16 untuk kelancaran dan kebisingan. Sebilangan besar (tetapi tidak semua) motor stepper melakukan 200 langkah penuh setiap revolusi. Dengan mengatur arus gegelung dengan tepat, motor dapat bergerak dengan langkah yang lebih kecil. Pololu A4988 dapat membuat motor bergerak pada langkah 1/16 - atau 3, 200 langkah per revolusi. Kelebihan utama microstepping adalah untuk mengurangkan kekasaran gerakan. Satu-satunya kedudukan yang tepat adalah kedudukan langkah penuh. Motor tidak akan dapat menahan kedudukan pegun di salah satu kedudukan pertengahan dengan ketepatan kedudukan yang sama atau dengan tork penahan yang sama seperti pada kedudukan langkah penuh. Secara umum apabila kelajuan tinggi diperlukan langkah penuh harus digunakan.
Langkah 10: Pemasangan Elektronik untuk Membingkai


Pasang papan pemacu di plat belakang menggunakan skru 2x M2 dan ke kerangka mesin menggunakan Skru 2x M3x12. Dipasangkan pada sambungan untuk motor Stepper X, Y dan Laser.
Langkah 11: Melaraskan Arus Pemacu Stepper


Untuk mencapai kadar langkah tinggi, bekalan motor biasanya jauh lebih tinggi daripada yang dibenarkan tanpa had arus aktif. Sebagai contoh, motor stepper khas mungkin mempunyai peringkat arus maksimum 1A dengan rintangan gegelung 5Ω, yang akan menunjukkan bekalan motor maksimum 5 V. Menggunakan motor seperti itu dengan 12 V akan memungkinkan kadar langkah yang lebih tinggi, tetapi arus mesti aktif dihadkan ke bawah 1A untuk mengelakkan kerosakan pada motor. A4988 menyokong pembatasan arus aktif seperti itu, dan potensiometer perapi di papan dapat digunakan untuk menetapkan had semasa. Salah satu cara untuk menetapkan had semasa adalah dengan memasukkan pemandu ke mod langkah penuh dan mengukur arus yang berjalan melalui gegelung motor tunggal tanpa mencatat input STEP. Arus yang diukur akan menjadi 0.7 kali had semasa (kerana kedua-dua gegelung selalu aktif dan terhad kepada 70% dari penetapan had semasa dalam mod langkah penuh). Harap perhatikan bahawa mengubah voltan logik, Vdd, ke nilai yang berbeda akan mengubah pengaturan had saat ini kerana voltan pada pin "ref" adalah fungsi dari Vdd. Cara lain untuk menetapkan had semasa adalah dengan mengukur voltan secara langsung di atas potensiometer dan untuk mengira had arus yang dihasilkan (perintang pancaindera semasa adalah 0.1Ω). Had semasa berkaitan dengan voltan rujukan seperti berikut: Had semasa = VREF × 1,25 Jadi, sebagai contoh, jika voltan rujukan 0,6 V, had semasa adalah 0,75A. Seperti disebutkan di atas, dalam mod langkah penuh, arus melalui gegelung dibatasi hingga 70% dari had semasa, jadi untuk mendapatkan arus gegelung langkah penuh 1A, had arus harus 1A / 0.7 = 1.4A, yang sesuai ke VREF 1.4A / 1.25 = 1.12 V. Lihat lembaran data A4988 untuk maklumat lebih lanjut. Catatan: Arus gegelung sangat berbeza dengan arus bekalan kuasa, jadi anda tidak boleh menggunakan arus yang diukur pada bekalan kuasa untuk menetapkan had semasa. Tempat yang sesuai untuk meletakkan meter semasa anda adalah bersiri dengan salah satu gegelung motor stepper anda.
Langkah 12: Pemasangan Laser



Laser yang telah saya gunakan ialah Modul Laser Fokus 200-250mW 650nm. Perumahan logam luar berfungsi sebagai Heatsink untuk dioda laser. Ia mempunyai lensa fokus untuk penyesuaian titik laser. Sambungkan terminal wayar laser ke soket laser pada papan pemacu.
Anda boleh mendapatkannya di sini.
Langkah 13: Bersedia


Menggunakan empat magnet Neodymium kecil mengunci bahagian kerja di atas katil kerja dan menetapkan paksi X dan Y ke kedudukan awal (rumah). Nyalakan papan pemacu melalui sumber kuasa luaran, dan Arduino Nano ke Komputer melalui Kabel Mini B ke USB A ke USB.
Kuasakan juga papan melalui sumber kuasa luaran.
KACA KESELAMATAN LASER KESELAMATAN PERTAMA HARUS DIPERLUKAN
Langkah 14: Firmware GRBL



- Muat turun GRBL, Di Sini
- Ekstrak pada folder folder master-grbl, anda dapati di file master.zip
- Jalankan Arduino IDE
- Dari menu bar aplikasi, pilih: Sketch -> #include Library -> Add Library from file. ZIP
- Pilih folder grbl yang anda dapati di dalam folder grlb-master dan klik Buka
- Perpustakaan sekarang dipasang dan perisian IDE akan menunjukkan kepada anda mesej ini: Perpustakaan ditambahkan ke perpustakaan anda. Periksa menu "Inklusi perpustakaan".
- Kemudian buka contoh yang disebut "muat naik grbl" dan muat naik ke papan arduino anda.
Langkah 15: Perisian untuk Menghantar G-CODE



Kami juga memerlukan perisian untuk menghantar G-Code ke CNC kerana saya telah menggunakan LASER GRBL
LaserGRBL adalah salah satu streamer Windows GCode terbaik untuk DIY Laser Engraver. LaserGRBL dapat memuat dan menyalurkan jalur GCode ke arduino, serta mengukir gambar, gambar dan logo dengan alat penukaran dalaman.
Muat turun LASER GRBL.
LaserGRBL sentiasa memeriksa port COM yang terdapat di mesin. Senarai port membolehkan anda memilih port COM yang disambungkan oleh papan kawalan anda.
Pilih kadar baud yang betul untuk sambungan mengikut konfigurasi firmware mesin anda (lalai 115200).
Tetapan Grbl:
$$ - Lihat tetapan Grbl
Untuk melihat tetapan, ketik $$ dan tekan enter setelah menyambung ke Grbl. Grbl harus bertindak balas dengan senarai tetapan sistem semasa, seperti yang ditunjukkan dalam contoh di bawah. Semua tetapan ini berterusan dan disimpan di EEPROM, jadi jika anda mematikannya, ini akan dimuat semula pada saat anda menghidupkan Arduino anda.
$ 0 = 10 (nadi langkah, usec)
$ 1 = 25 (kelewatan langkah tidak aktif, msec)
$ 2 = 0 (topeng penyongsang port langkah: 00000000)
$ 3 = 6 (topeng terbalik port dir: 00000110)
$ 4 = 0 (langkah mengaktifkan invert, bool)
$ 5 = 0 (had had pusing, bool)
$ 6 = 0 (invert pin probe, bool)
$ 10 = 3 (topeng laporan status: 00000011)
$ 11 = 0.020 (sisihan simpang, mm)
$ 12 = 0.002 (toleransi arka, mm)
$ 13 = 0 (inci laporan, bool)
$ 20 = 0 (had lembut, bool)
$ 21 = 0 (had keras, bool)
$ 22 = 0 (kitaran homing, bool)
$ 23 = 1 (topeng invert dir homing: 00000001)
$ 24 = 50.000 (umpan pulang, mm / min)
$ 25 = 635.000 (pencarian rumah, mm / min)
$ 26 = 250 (pengumuman pulang, msec)
$ 27 = 1.000 (tarik pulang, mm)
$ 100 = 314.961 (x, langkah / mm)
$ 101 = 314.961 (y, langkah / mm)
$ 102 = 314.961 (z, langkah / mm)
$ 110 = 635.000 (x kadar maksimum, mm / min)
$ 111 = 635.000 (y kadar maksimum, mm / min)
$ 112 = 635.000 (kadar maksimum z, mm / min)
$ 120 = 50.000 (x accel, mm / saat ^ 2)
121 = 50.000 (y accel, mm / saat ^ 2)
$ 122 = 50.000 (z accel, mm / saat ^ 2)
$ 130 = 225.000 (x perjalanan maksimum, mm)
$ 131 = 125.000 (perjalanan maksimum, mm)
$ 132 = 170.000 (perjalanan maksimum, mm)
Langkah 16: Mengambil Sistem



Inilah bahagian Projek Paling Sulit.
-Menyelaraskan sinar laser ke titik terkecil yang mungkin pada bahagian kerja. Ini adalah bahagian paling sukar yang memerlukan masa dan kesabaran menggunakan kaedah jejak dan kesilapan.
-Mengambil tetapan GRBL dengan harga $ 100, $ 101, $ 130 dan $ 131
Tetapan saya untuk GRBL adalah, $ 100 = 110.000
$101=110.000
$130=40.000
$131=40.000
Saya cuba mengukir segi empat sama 40mm dan setelah banyak kesalahan dan mengubah tetapan grbl, saya mendapat garis 40mm yang betul terukir dari kedua paksi X dan Y. Sekiranya resolusi X dan Y-Axis tidak sama, gambar akan berskala ke kedua arah.
Perlu diingat bahawa tidak semua motor Stepper Dari Pemacu DVD adalah sama.
Prosesnya panjang dan memakan masa tetapi hasilnya sangat memuaskan ketika di-tweak.
Antara muka pengguna LaserGRBL.
- Kawalan sambungan: di sini anda boleh memilih port bersiri dan kadar properbaud untuk sambungan, mengikut konfigurasi firmware grbl.
- Kawalan fail: ini menunjukkan kemajuan proses pemuatan nama fail dan ukiran. Butang "Main" hijau akan memulakan pelaksanaan program.
- Perintah manual: anda boleh menaip mana-mana baris G-Code di sini dan tekan "enter". Perintah akan diminta untuk memerintahkan barisan.
- Log arahan dan kod pengembalian arahan: menunjukkan perintah yang diisi dan status dan kesalahan pelaksanaannya.
- Jogging control: membenarkan kedudukan laser secara manual. Kelajuan pergerakan kawalan slaid menegak kiri, ukuran langkah kawalan slaid kanan.
- Pratonton ukiran: kawasan ini menunjukkan pratonton kerja akhir. Semasa ukiran salib biru kecil akan menunjukkan kedudukan laser semasa pada waktu runtime.
- Grbl reset / homing / unlock: butang ini menyerahkan perintah soft-reset, homing dan unlock ke papan grbl. Di sebelah kanan butang buka kunci, anda boleh menambah beberapa butang yang ditentukan pengguna.
- Tahan dan sambung suapan: butang ini dapat menangguhkan dan menyambung semula pelaksanaan program dengan menghantar perintah Feed Hold atau Resume ke papan grbl.
- Penghitungan garis dan unjuran masa: LaserGRBL dapat menganggarkan masa pelaksanaan program berdasarkan kelajuan dan kemajuan pekerjaan yang sebenarnya.
- Menolak status kawalan: tunjukkan dan ubah kelajuan sebenar dan penggantian kuasa. Overrides adalah ciri baru grbl v1.1 dan tidak disokong dalam versi lama.
Langkah 17: Ukiran Kayu




Import raster membolehkan anda memuatkan gambar apa pun dalam LaserGRBL dan mengubahnya sebagai arahan GCode tanpa memerlukan perisian lain. LaserGRBL menyokong gambar, seni klip, lukisan pensil, logo, ikon dan cuba melakukan yang terbaik dengan apa-apa jenis gambar.
Ia dapat dipanggil kembali dari menu "File, Open File" dengan memilih gambar jenis jpg,-p.webp
Tetapan untuk ukiran berbeza untuk semua bahan.
Tentukan kelajuan ukiran per mm dan Garis kualiti per mm Video yang Dilampirkan adalah selang masa keseluruhan proses.
Langkah 18: Keratan Kertas Tipis

Laser 250mW ini juga mampu memotong kertas nipis, tetapi kelajuannya harus sangat rendah iaitu tidak lebih dari 15mm / min dan sinar laser harus disesuaikan dengan betul.
Video Terlampir adalah selang masa keseluruhan proses.
Langkah 19: Memotong dan Membuat Pelekat Vinil


Saya telah membuat beberapa pelekat vinil Custom. Kelajuan boarder berubah sehubungan dengan warna vinil yang digunakan.
Warna gelap mudah digunakan sementara warna yang lebih ringan agak sukar.
Imej di atas menunjukkan cara menggunakan pelekat vinil yang dibuat menggunakan CNC.
Tetapi perlu diingat bahawa pembakaran vinil melepaskan asap karsinogenik. Mereka berbau busuk.
♥ Terima kasih khas kepada Pemaju GRBL:)
Saya harap anda menyukai projek ini, beritahu saya di komen jika ada pertanyaan, saya juga ingin melihat foto mesin CNC anda!
Terima kasih !! atas sokongan anda.
Disyorkan:
Apple Barcode Engraver (Photonics Hackathon Phablabs): 3 Langkah
: 3 Langkah")
Apple Barcode Engraver (Photonics Hackathon Phablabs): Hai semua, Sebagai sebahagian daripada cabaran Phablabs Photonics kami, kami diminta untuk membuat peranti yang mampu mengganti pelekat pada buah. Adakah anda juga benci pelekat buah? Dan adakah anda ingin membuat perubahan yang mesra alam? Maka kami ingin memasukkan
CNC 500mW Laser Engraver: 9 Langkah

CNC 500mW Laser Engraver: Dibuat oleh: David TangPanduan ini akan memandu anda melalui pemasangan dan penyediaan CNC 500mW Laser Engraver dari Lee's Electronics Components. Semua bahagian yang digunakan dalam panduan ini dimasukkan ke dalam kit dan beberapa alat ganti boleh dibeli di
DIY Engraver Laser Murah dan Kuat .: 15 Langkah (dengan Gambar)
")
DIY Engraver Laser Murah dan Kukuh .: Dalam arahan ini saya akan menunjukkan kepada anda bagaimana saya membuat ukiran laser DIY saya sendiri dengan harga yang sangat murah. Sebilangan besar bahagiannya juga diselamatkan dari barang lama atau sangat murah. Ini adalah projek yang sangat menarik untuk mana-mana penggemar elektronik. Pengukir ini
Pengukir Kayu Laser Mini CNC dan Pemotong Kertas Laser .: 18 Langkah (dengan Gambar)
")
Pengukir Kayu Laser Mini CNC dan Pemotong Kertas Laser: Ini adalah petunjuk bagaimana saya membuat pengukir kayu CNC CNC berasaskan Arduino dan pemotong kertas Tipis menggunakan pemacu DVD lama, laser 250mW. Kawasan permainan adalah maksimum 40mm x 40mm. Tidak seronok membuat mesin sendiri daripada barang lama?
Arduino Mini CNC Plotter (Dengan Proteus Project & PCB): 3 Langkah (dengan Gambar)
: 3 Langkah (dengan Gambar)")
Arduino Mini CNC Plotter (With Proteus Project & PCB): Plotter arduino mini CNC atau XY ini boleh menulis dan membuat reka bentuk dalam jarak 40x40mm. Ya, jarak ini pendek, tetapi permulaan yang baik untuk terjun ke dunia arduino. [Saya telah memberikan semua yang ada dalam projek ini, bahkan PCB, Proteus File, Contoh reka bentuk